BDsensor-m-m 설치
센서 케이블을 메인보드의 EXP1 인터페이스에 연결
- 센서 케이블의 길이가 충분하지 않으면 패키지에 포함된 연장 케이블을 사용하십시오.
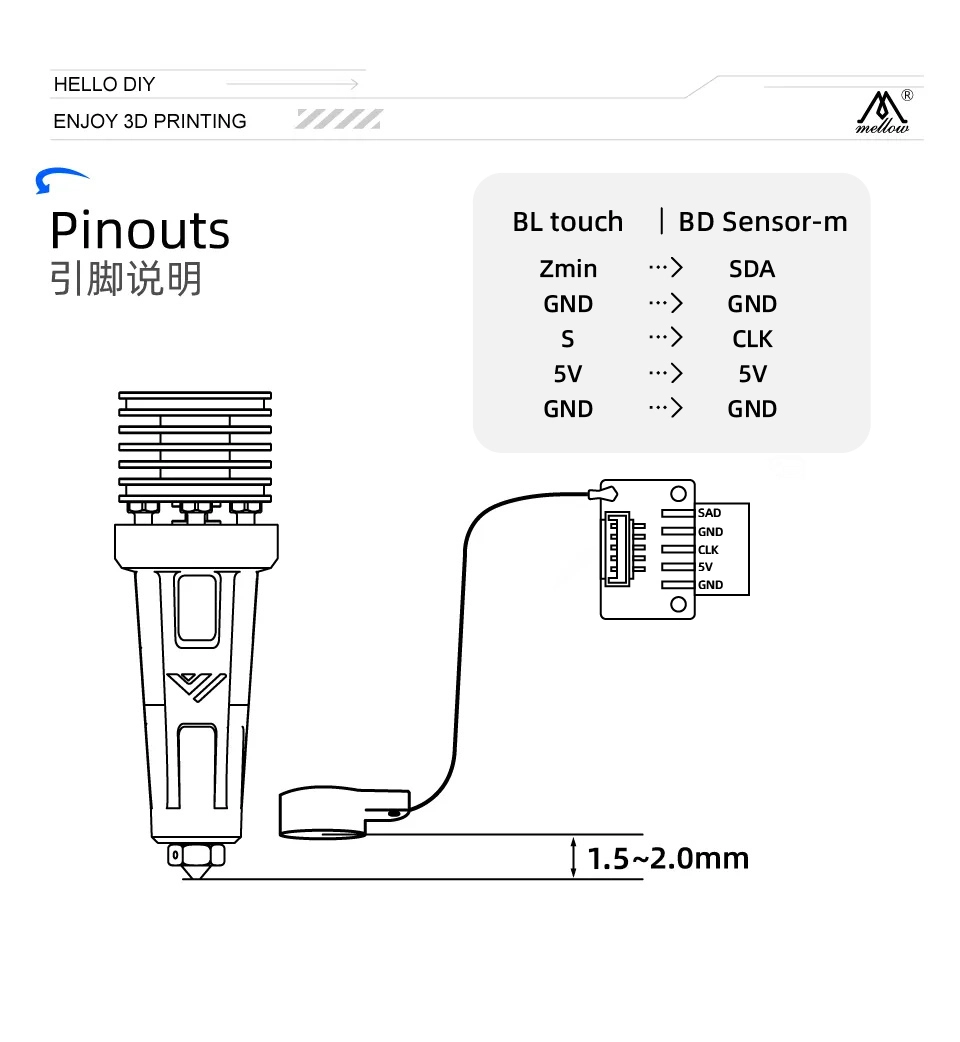
- BDsensor-m-m의 CKL과 SDA 선은 회로판의 어떤 GPIO 핀에도 연결할 수 있습니다. 또한 BDsensor 케이블을 Bltouch 포트에 직접 연결할 수도 있습니다. 예를 들어:
BLtouch | BDsensor-m
5V --> 5V
GND --> GND
S --> CLK/SCL (Input)
GND --> GND
Zmin --> SDA (Input/Output)
-
메인보드 커넥터의 일부 핀이 MCU의 gpios에 직접 연결되지 않을 수 있습니다(예: 필터 캐패시터가 있거나 MOSFET, 다이오드 또는 옵토커플러를 통해 격리될 수 있지만, 저항이나 저항 풀업/풀다운을 통해 격리된 경우 사용할 수 있습니다). 따라서 BDsensor-m과 함께 사용할 수 없습니다. 그리고 펌웨어는 연결 오류를 보고합니다. 예를 들어
-
팬과 히터의 커넥터는 MOSFET을 통해 격리됩니다.
-
일부 보드에서 온도 서미스터 및 엔드스탑/프로브에 사용되는 커넥터는 일반적으로 필터 캐패시터를 통해 GND에 연결됩니다.
-
아래 그림과 같이 BD 센서를 히트엔드 근처에 설치하십시오. STL of mount, STL_mount_VzBot_Goliath short
Marlin 펌웨어에 패치 설치
BD 센서는 Marlin2.1.x에 통합되었습니다(2022.8.27부터),
릴리스 버전을 다운로드할 수 있지만, 현재 최신 버그 수정 버전을 다운로드하는 것이 좋습니다: https://github.com/MarlinFirmware/Marlin
설정 파일과 핀 파일을 변경해야 합니다.
Configuration.h 편집
-
BD_SENSOR 활성화
주석을 해제합니다
#define BD_SENSOR`
#define Z_SAFE_HOMING
#define BD_SENSOR_PROBE_NO_STOP //adding this new line for fast bed leveling without nozzle stop,BD_SENSOR_PROBE_NO_STOP만최신 마린피쉬 버그 수정: https://github.com/MarlinFirmware/Marlin
-
프로브로 홈
Z_MIN_PROBE_USES_Z_MIN_ENDSTOP_PIN이 비활성화되었는지 확인하고USE_PROBE_FOR_Z_HOMING을 다음과 같이 활성화해야 합니다.//#define Z_MIN_PROBE_USES_Z_MIN_ENDSTOP_PIN
// Force the use of the probe for Z-axis homing
#define USE_PROBE_FOR_Z_HOMING -
두 번째 홈 Z 속도 느리게
#define Z_PROBE_FEEDRATE_SLOW (Z_PROBE_FEEDRATE_FAST / 16)여기서 우리는 BDsensor-m 프로세스에서 읽은 스톱퍼가 일반 스톱퍼처럼 실시간이 아니기 때문에 홈 속도와 Z 홈 속도를 늦춰야 합니다.
Configuration_adv.h 편집
#define BABYSTEPPING을 활성화하여 실시간 레벨링 기능을 구현합니다.#define HOMING_BUMP_DIVISOR { 2, 2, 8 } // Re-Bump Speed Divisor (Divides the Homing Feedrate)
pins_boardname.h 편집
BDsensor-m의 SDA 및 SCL 핀을 pins_boardname.h 파일에 다음과 같이 3줄을 추가하여 설정합니다(예: pins_PANDA_PI_V29.h):
#define I2C_BD_SDA_PIN PC6 // 실제로 SDA 와이어가 메인보드에 연결된 번호로 변경하십시오.
#define I2C_BD_SCL_PIN PB2 // 실제로 SLK 와이어가 메인보드에 연결된 번호로 변경하십시오.
#define I2C_BD_DELAY 20 // 기본값은 20, 범위는 [20,50]입니다.
일반 BLtouch처럼 G29로 인쇄 전에 자동 베드 레벨링 프로브를 하고 싶다면, 주석을 해제합니다.
#define AUTO_BED_LEVELING_BILINEAR
다음과 같이 값을 편집합니다.
#define Z_CLEARANCE_DEPLOY_PROBE 0 // Z Clearance for Deploy/Stow
#define Z_CLEARANCE_BETWEEN_PROBES 1 // Z Clearance between probe points
#define Z_CLEARANCE_MULTI_PROBE 1 // Z Clearance between multiple probes
LCD 화면에 BD 센서 값 표시
- 프린터가 상태 표시를 지원하는 경우(gcode M117 지원), 예를 들어 LCD12864 또는 일부 uart 스크린, 예: ender3V2 ...
보정
-
노즐을 청소한 후 콘솔에서 Z축을 이동하여 노즐이 베드에 닿을 때까지 조정합니다(BDsensor-m은 이 위치를 0점으로 사용하므로 z_offset이 필요하지 않으며, 값을 0으로 설정합니다).
-
gcode 명령
M102 S-6을 보냅니다. 프린터는 0.1mm씩 Z축을 천천히 위로 이동하여 4mm에 도달할 때까지 합니다. 센서 설치 전에 M102 S-6을 실행하지 말고, 보정 중에 프린터 전원을 끄지 마십시오. 그렇지 않으면 이전 보정 데이터가 삭제됩니다. 이런 경우에 다시 보정만 하면 됩니다. -
M102 S-5를 보내 BD 센서가 성공적으로 보정되었는지 확인할 수 있습니다. 이는 BD 센서에 저장된 원시 보정 데이터를 반환합니다.
이 작업을 수행할 수 있는 보정 도구도 있습니다: https://github.com/markniu/Bed_Distance_sensor/raw/new/marlin/BD_Config_Tool_Marlin.zip 
참고: 데이터 값 1015 또는 > 1010은 센서 범위를 벗어났음을 나타냅니다. 첫 5점(0~0.5mm) 또는 더 많은 값이 0에서 1000 사이의 범위에 있으며, 증가된 값의 delta가 >=10이면 보정이 성공한 것입니다. 위의 차트와 같이 표시됩니다.
M102 S-5가 반환한 첫 번째 원시 보정 데이터가 400보다 크면 센서가 너무 높게 설치된 것을 의미하며, 베드에 더 가까운 위치로 재설치해야 합니다. 두 번째 데이터가 첫 번째 데이터 값보다 10 이상 커야 합니다.
테스트 및 인쇄
메뉴 베드 레벨링
자동 베드 레벨링
베드 자동 레벨링에는 두 가지 방법이 있습니다:
1. M102를 사용하여 처음 몇 층을 실시간으로 레벨링
gcode 명령을 보내거나 gcode 파일에 gcode를 추가하여 이 자동 레벨링을 쉽게 활성화 또는 비활성화할 수 있습니다.
Kura에서 베드 레벨링을 활성화하려면, 프린터 머신 설정의 "시작 G 코드" 섹션에서 G102(모든 축 홈) G 코드 바로 아래에 M28 G 코드를 추가합니다. 예를 들어, G28 아래에 다음과 같이 추가합니다. M102 S2
BD 센서를 사용하여 베드 레벨링을 비활성화하려면, 다음 명령을 보내거나 추가합니다. M102 S0``G28``M18
M102 S-1 //센서 정보 읽기, 이를 연결 확인에 사용할 수 있습니다.
M102 S-2 //현재 거리 값 읽기
M102 S-5 //원시 보정 데이터 읽기
M102 S-6 //보정 시작, 이전에 노즐이 베드에 닿도록 한 후 프린터를 재시작합니다. Z 축을 홈하기 전에 이 작업을 수행하지 마십시오.
M102 S4 //조정 가능한 Z 높이 값 설정, 예: M102 S4는 Z 높이 <=0.4mm일 때 조정합니다. M102 S0으로 비활성화.
2. G29 자동 베드 레벨링
G29의 BLtouch처럼 베드를 자동 레벨링하는 또 다른 방법은 G29 아래에 G28을 추가하는 것입니다.
Z 엔드스탑 확인 M119
이 단계를 확인하기 전에 Z를 홈하지 마십시오. 그렇지 않으면 노즐이 프린터 베드에 닿을 수 있습니다.
M119 명령(엔드스탑 상태 보고)을 보낸 후의 반환 메시지는 다음과 같습니다.
Send: M119
Recv: x:open y:open z:open
z min이 열리지 않으면 설정을 확인하십시오. #define Z_MAX_ENDSTOP_HIT_STATE HIGH
- Z 모터가 꺼져 있거나 잠금이 해제되었는지 확인하십시오.
- 손을 사용하여 Z 축을 아래로 이동하여 노즐이 베드에 닿을 때까지 합니다.
M102 S-2를 보냅니다. 반환 값이 0.00mm이어야 하며, 다시 M119를 보내면 z 엔드스탑이 트리거되었음을 확인할 수 있습니다.
Send: M119
Recv: x:open y:open z:TRIGGERED
연결 확인
M102 S-1로 연결을 확인합니다. 다음은 반환 메시지의 예로, 연결 및 와이어 순서가 빈 문자열이나 다른 문자열로 반환되는지 확인하십시오.
Send: M102 S-1
Recv: V1.0 pandapi3d.com